🚀 July 11 Update – Batch Edit, Re-Quote, Tiered Pricing & Notifications Are Here
Dear Valued Customer,
We've just released another major update with improvements across the Instant Quote, Cart, Checkout, Dashboard, and Order Management.
As we're continuously shipping new features, there may still be occasional bugs or unexpected issues. If you find anything that doesn't work as expected, please let us know—we truly appreciate your feedback and will fix it as quickly as possible.
🛠 Instant Quote
🏷 Material Tags added to help you choose the most suitable material. 📊 Tiered Pricing is now available. Instantly compare quantity discounts and select the best pricing option. ✏️ Batch Edit for multiple parts. Update configurations or delete multiple parts at once.
🛒 Cart
🔄 Re-Quote any part directly from your cart and continue editing before placing your order. 🛍 Mini Cart added to the header, allowing you to quickly view your cart from any page.
📦 Orders
♻️ Add to Quote and Add All to Quote are now available for existing orders. Reuse previous parts, make changes, and generate a new quote in just one click.
💳 Checkout
🌍 Customs & Shipping Options added.
Choose how you want customs declaration handled. Set your preferred Customs Value. Tell us your Expected Shipping Date.
🔔 Dashboard
🔔 Notifications keep you updated on order status and important activities. 📢 Announcements provide the latest ProtoTi news and product updates.
⚡ Performance & Improvements
We've also fixed and optimized numerous issues across:
Instant Quote
Checkout
Order Details
making the overall experience smoother and more reliable.
💬 Found a bug or have a feature request?
We're releasing new features rapidly, and your feedback helps us improve faster.
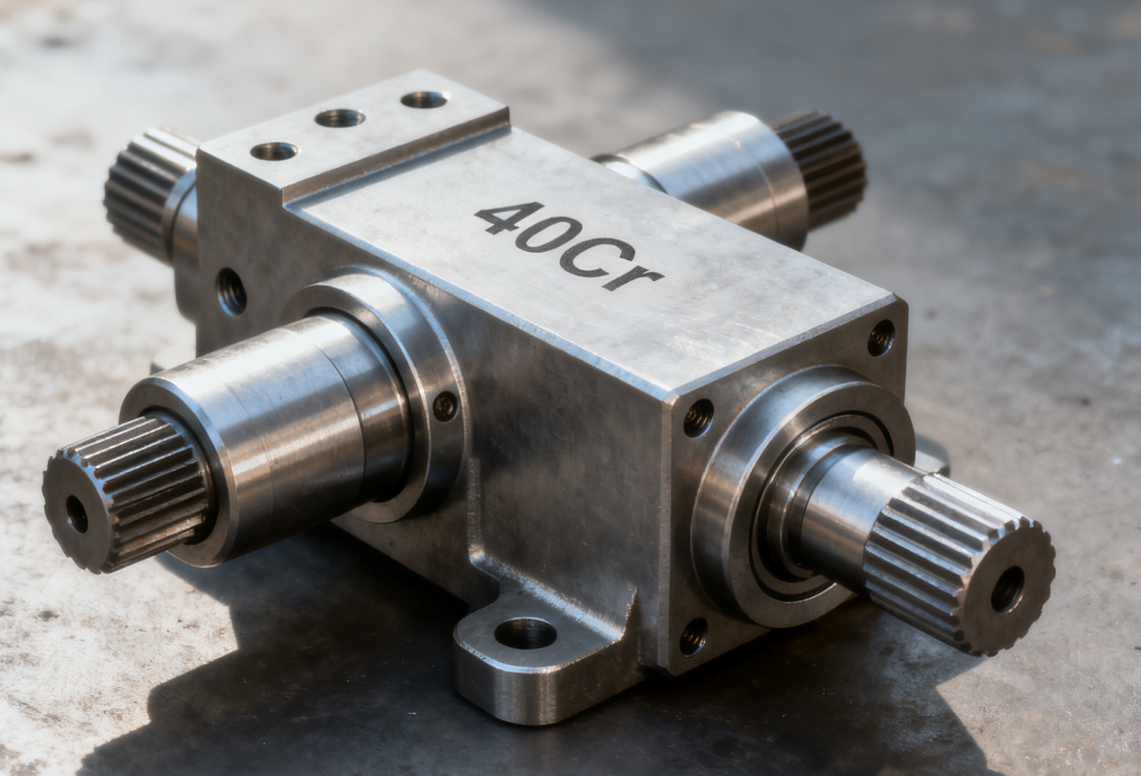
In the modern mechanical processing industry, material selection is the key to ensuring the performance, lifespan and cost control of parts. For engineering parts with medium-high strength, wear resistance, impact resistance and demanding heat treatment properties, 40Cr alloy structural steel is widely adopted due to its comprehensive excellent performance. This article will systematically introduce the chemical composition, physical and mechanical properties, heat treatment process, mechanical processing adaptability, typical applications, material selection comparison, advantages and disadvantages, as well as precautions during processing of 40Cr, to help engineers, purchasing personnel and manufacturers fully understand and correctly select this material.
🌟Content in this article
Understanding 40Cr – The “Mainstay” of Mechanical Manufacturing
The meaning and standard classification of 40Cr
The designation “40Cr” follows the standard naming rules for alloy structural steels as stipulated in China’s GB/T 3077-2015:
“40”: This represents the average carbon (C) content in steel as a fraction of one thousandth. That is, 40 indicates an average carbon content of 0.40%. This carbon content determines the basis for the strength and hardness that the steel can achieve after heat treatment.
“Cr”: This represents the chemical symbol for the element chromium (Chromium), indicating that chromium is the primary alloying element in this steel type. The addition of chromium significantly enhances the steel’s hardenability, strength, and wear resistance.
Therefore, 40Cr is essentially a medium-carbon chromium alloy structural steel. It has many “sibling” models internationally, such as AISI 5140 in the United States, 1.7035 in Germany, and SCr440 in Japan, etc. Their compositions and properties are largely similar, collectively forming the basic material system for global mechanical manufacturing.
Analysis of the chemical composition of 40Cr
To deeply understand the properties of 40Cr, one must start with its chemical composition. According to GB/T 3077-2015, the chemical composition (mass fraction) of 40Cr is specified as follows:
Element
Content (%)
Standard
Function
Carbon (C)
0.37 – 0.44
GB/T 3077-2015
Increases strength and hardness; key mechanical property element
Silicon (Si)
0.17 – 0.37
GB/T 3077-2015
Enhances strength, elasticity, and deoxidization
Manganese (Mn)
0.50 – 0.80
GB/T 3077-2015
Improves hardenability and wear resistance
Chromium (Cr)
0.80 – 1.10
GB/T 3077-2015
Improves hardenability, oxidation, and wear resistance
Phosphorus (P)
≤ 0.030
GB/T 3077-2015
Impurity; excessive P reduces toughness
Sulfur (S)
≤ 0.030
GB/T 3077-2015
Impurity; excessive S causes hot brittleness
Nickel (Ni)
≤ 0.30 (residual)
GB/T 3077-2015
Improves toughness and corrosion resistance
Copper (Cu)
≤ 0.30 (residual)
GB/T 3077-2015
Enhances corrosion resistance
Molybdenum (Mo)
≤ 0.10 (residual)
GB/T 3077-2015
Improves tempering stability and high-temperature strength
Carbon (0.40%): The core element. It provides the hardness of martensite after quenching and is the main source of strength. If the content is too low, the strength will be insufficient; if it is too high, the toughness will decrease and it is prone to produce quenching cracks.
Chromium (~1%): A key alloying element. Its main function is:
Improving hardenability: Chromium can delay the transformation of austenite into pearlite and bainite, enabling the workpiece to obtain a deeper hardened layer even in a more gentle cooling medium (such as oil), thereby ensuring the core performance of parts with larger cross-sections.
Improve tempering stability: Enable the steel to maintain high strength and hardness even when subjected to tempering at higher temperatures, that is, have a strong ability to resist tempering softening.
Forming carbides: Some chromium can combine with carbon to form fine (Fe,Cr)₃C type carbides, enhancing wear resistance.
Manganese (0.60%): An auxiliary alloying element. It can also enhance the hardenability and combine with sulfur to form MnS, thereby reducing the harmful effects of sulfur and improving the hot working properties.
Silicon (0.25%): A solid solution strengthening element. It can enhance the strength and yield ratio of steel, while also improving its ability to resist reheat softening and increasing the elastic limit.
This carefully designed chemical composition ratio provided the material foundation for 40Cr to achieve excellent comprehensive performance.
Overview of Physical and Mechanical Properties
Due to differences in material conditions (such as annealing, normalizing, quenching + tempering, surface hardening), the properties of 40Cr will also vary. The following are typical data summaries (it is recommended to refer to the actual heat treatment status when selecting materials for engineering purposes):
Furthermore, the hardness of 30 Cr is less than approximately 250 HB when delivered after annealing.
Highlights of material properties
Compared with ordinary carbon steel (such as 45# steel), the strength, hardening property and wear resistance of 40Cr have been significantly enhanced.
Good hardening performance: The diameter can be larger and still meet the hardening requirements.
The material has good toughness and, after tempering treatment, it exhibits excellent impact resistance.
Heat treatment process: The key to unlocking the potential of materials
Annealing treatment
Annealing is an important heat treatment process. For the 40Cr material, the main purpose of annealing is to eliminate work hardening, homogenize the structure, and eliminate internal stress. During the mechanical processing, the 40Cr material will undergo work hardening due to plastic deformation, resulting in increased hardness and reduced plasticity, which is not conducive to subsequent processing. The annealing treatment can enable metal atoms to obtain sufficient energy to rearrange themselves, thereby eliminating the work hardening phenomenon and improving the plasticity and toughness of the material.
The heating temperature for 40Cr annealing treatment is usually Ac1 + (30 – 50)℃, approximately 850℃. At this temperature, the pearlite in 40Cr transforms into austenite, and the atomic activity increases, creating conditions for subsequent homogenization and elimination of internal stress. The holding time is generally 120 minutes, and the specific duration can be adjusted appropriately according to the size and shape of the workpiece to ensure that all parts of the workpiece are heated uniformly. The cooling method is furnace cooling, which allows atoms sufficient time to diffuse and rearrange, resulting in uniform ferrite and pearlite structures.
After annealing treatment, the hardness of 40Cr decreases, the plasticity increases, and the cutting performance is significantly improved. For example, when manufacturing some mechanical parts with complex shapes, the 40Cr material after annealing treatment is easier to undergo cutting processing, which can improve processing efficiency, reduce tool wear, and ensure processing accuracy and surface quality.
Normalizing treatment
Normalizing treatment is also a commonly used preparatory heat treatment process for 40Cr. The heating temperature is generally Ac3 + (30 – 50)℃, which is approximately 850℃. At this temperature, 40Cr is fully austenitized, and the austenite grains are uniformly refined. The holding time is 120 minutes to ensure that the workpiece reaches a uniform austenite state throughout. The cooling method is air cooling, which is relatively fast and enables the austenite to transform into pearlite and ferrite structures at a higher undercooling degree.
The main purpose of normalizing treatment is to refine the grains and adjust the hardness. The refined grains can improve the comprehensive mechanical properties of 40Cr, achieving a better balance of strength, toughness, and plasticity. At the same time, the hardness after normalizing treatment is moderate, generally ranging from 170 to 217 HB, which is convenient for subsequent machining and prepares the microstructure for the final heat treatment. In production practice, for some 40Cr parts with relatively low requirements for mechanical properties, normalizing treatment can be used as the final heat treatment to meet the usage requirements.
Tempering treatment (core process)
Tempering treatment is the core process of heat treatment for 40Cr. Through the combination of quenching and high-temperature tempering, 40Cr achieves excellent comprehensive mechanical properties and is widely used in manufacturing mechanical parts that bear complex loads.
Quenching stage: The quenching heating temperature of 40Cr is generally 840 – 870℃. This temperature range enables 40Cr to fully undergo austenitization, and the austenite grains are fine and uniform. The cooling medium is usually oil cooling. 40Cr has good quenching performance, and oil cooling can not only ensure the hardening of the workpiece but also effectively reduce the tendency of deformation and cracking. During the quenching cooling process, the austenite rapidly transforms into martensite structure. Martensite has high strength and hardness, significantly enhancing the strength and hardness of 40Cr. However, the martensite structure has large internal stress and is relatively brittle, requiring subsequent tempering treatment to improve performance.
Tempering stage: Tempering is an important step in the tempering treatment. The tempering temperature of 40Cr is generally 500 – 650℃, which belongs to high-temperature tempering. The cooling method can be selected as oil cooling or water cooling according to the shape and size of the workpiece. For complex-shaped workpieces to avoid the second type of tempering brittleness, oil cooling is often used; for simple workpieces, water cooling can be used. During the tempering process, martensite decomposes, internal stress is eliminated, hardness and strength decrease, toughness and plasticity significantly improve, and an tempered sorbite structure is obtained, making 40Cr have excellent comprehensive mechanical properties. By adjusting the tempering temperature, the matching relationship between the strength, hardness, toughness, and plasticity of 40Cr can be flexibly adjusted according to actual needs.
Surface treatment enhances wear resistance
In some applications where wear resistance is highly demanded, 40Cr can undergo surface treatment to further increase its surface hardness and wear resistance. Common surface treatment methods include induction hardening and carburizing.
Induction hardening utilizes the principle of electromagnetic induction to rapidly heat the surface of 40Cr workpieces to the hardening temperature, and then quickly cool them to achieve surface hardening. The heating process in induction hardening is fast, and the heating layer is formed under the condition of demagnetization, with a slow heating rate and heat transfer through the internal movement of eddy currents. The surface overheating is minimal. Under the condition of rapid heating, the nucleation and growth rate of austenite increase, and the nucleation rate is much faster than the growth rate, so the austenite grains are finer. After hardening, 40Cr forms a martensitic structure with high hardness and wear resistance on the surface, while the core still maintains good toughness and strength. It is widely used in surface strengthening of machine tool guides, gears, etc.
Carburizing treatment involves heating low-carbon 40Cr in a carbon-rich medium to a high temperature, allowing active carbon atoms to penetrate the surface of the workpiece and form a certain depth of carburized layer. After carburizing and subsequent quenching and low-temperature tempering, 40Cr on the surface acquires a tempered martensitic structure with high hardness and wear resistance, while the core maintains good toughness and strength. This characteristic of being hard on the surface and tough in the core enables 40Cr to perform well when subjected to wear and impact loads. It is commonly used to manufacture parts such as automotive engine gears, piston pins, etc.
Adaptability in mechanical processing
In mechanical manufacturing, processing performance (such as cutting, drilling, milling, and welding) is an important factor to consider when selecting materials. The following explains the processing characteristics of 40Cr from several aspects.
Cutting Processing
In the annealed or normalized state, the hardness of 40Cr is relatively low and its structure is relatively soft, which makes it easy to process.
After heat treatment, the hardness increases and the processing difficulty significantly increases. Therefore, if heat treatment is carried out after processing, it is recommended to perform rough processing, leave processing allowance, and then conduct fine processing after heat treatment.
Due to the presence of alloy elements such as chromium and manganese, the cutting temperature and wear of the tool are higher than those of ordinary carbon steel. Therefore, it is necessary to select appropriate tool materials (such as hard alloy tools), appropriately reduce the cutting speed, and increase the cooling and lubrication.
When processing, it should be noted that the hardened parts may generate residual stress. It is recommended to perform rough machining, heat treatment, and then finish machining first.
Drilling, tapping, milling
When processing threads and keyhole positions, the material’s deformation, residual stress, and heat treatment creep may affect the dimensional accuracy. These operations should be carried out after the heat treatment state has been determined.
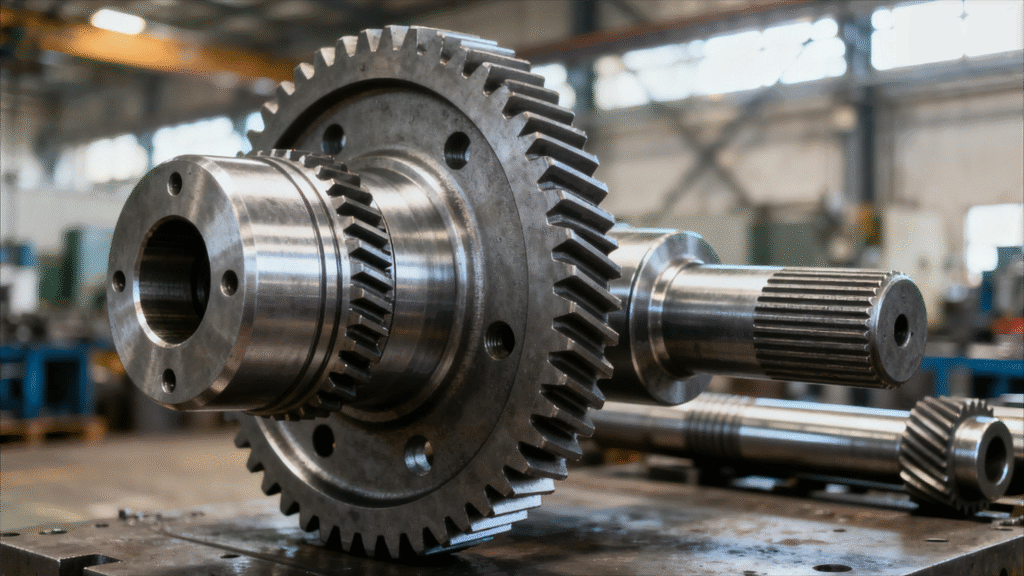
Milling gears, keyways, spline, etc. structures. Due to its advantages of high wear resistance and strength, 40Cr can meet the requirements of heavy-load tooth surface processing. However, the machining cutting parameters should be more conservative than those for carbon steel to extend the tool life.
Welding and Assembly Processing
Although 40Cr is a type of low-alloy structural steel, its carbon content and the presence of mid-alloy elements make it slightly inferior to low-carbon steel in terms of weldability.
Pre-weld heating, post-weld slow cooling, and controlling the heat input are particularly important to prevent cracks and brittleness in the heat-affected zone.
For parts that require heat treatment, if further heat treatment is needed after welding, more careful control should be exercised, or the welding process should be scheduled before the heat treatment.
Processing (Assembly) Precautions
If the hardness of the part is high after heat treatment, avoid using milling cutters, saw blades, etc. for machining until the part has reached its hardened state; reserve sufficient allowance before the hardening process.
The processed parts may deform during the heat treatment process. Therefore, deformation prediction, pre-pressing or fixture correction should be carried out.
After the fine processing, avoid performing further heavy cutting to prevent surface hardening and the release of residual stress from causing dimensional changes.
The classic application scenarios of 40Cr – the ubiquitous “all-rounder”
Due to its outstanding comprehensive performance, 40Cr plays an indispensable and irreplaceable role in the following fields:
Automobile Industry:
Engine: Connecting rod, crankshaft, camshaft, important bolts.
Machine tool spindle, lead screw, worm gear, hydraulic pump rotor.
Construction machinery:
The piston rods, pin shafts and high-strength connecting parts of excavators and cranes.
Mold Industry:
Non-forming structural components used for manufacturing plastic molds (such as mold frames and push rods), as well as some auxiliary parts for cold working molds.
Aerospace and Military Industry:
It is used for manufacturing some load-bearing structural components and secondary parts of the landing gear.
In these applications, the 40Cr components are almost all subjected to quenching and tempering treatment to ensure their safety and reliability under complex working conditions.
Advantages and Limitations
Each material has its advantages and disadvantages. Being clear about these points is helpful for reasonable design and material selection.
Advantages
High strength and high hardness: After heat treatment, it can withstand medium to high load conditions.
Excellent hardening property: The chromium element helps increase the depth and uniformity of hardening.
Excellent wear resistance and impact toughness: Suitable for gears and shaft parts.
High cost-effectiveness: Compared to high-alloy steel, it is cheaper and has a wider range of applications.
Processing friendliness is good (under appropriate conditions): It is easy to machine in annealed or normalized states.
Limitations / Cautionary Notes
The weldability is inferior to that of low-carbon steel: The carbon content and alloy elements make it more prone to welding cracks, and preheating and heat input control are required. otaisteel.com
The heat treatment requirements are quite strict: If the heat treatment is improper, it may result in substandard performance, uneven hardening, or dimensional deformation.
High processing difficulty (after heat treatment): The cutting tool wears out quickly and the cutting parameters need to be optimized.
In cases of extremely high stress, extremely high fatigue resistance, or extremely thin cross-section with large loads, it may still be inferior to higher-grade alloy steel.
Summary: The Extraordinary Value and Continuous Impact of 40Cr
40Cr, as a star material in the field of mechanical processing, demonstrates outstanding properties such as high strength, high toughness, good quenching and tempering properties, moderate machinability, and medium weldability due to its unique chemical composition. Through various heat treatment processes such as annealing, normalizing, and quenching and tempering, the performance of 40Cr can be further optimized and exploited, meeting the requirements of different working conditions.
In numerous key industries such as mechanical manufacturing, automotive industry, general equipment, mold industry, and light industry, 40Cr plays an indispensable and significant role, becoming one of the preferred materials for manufacturing various critical components. Compared with similar steel grades such as 45 steel, 42CrMo, and 35CrMo, 40Cr has unique advantages in terms of performance, cost, and processing performance, and can demonstrate good cost-effectiveness in different application scenarios.
CNC machining on demand
Start your project today. Get free DFM from professional engineer at ProtoTi.